
Plastics Case Study
Case Study 1 - Acrylic Sight Glass
In this example the client was experiencing random in service failures of their moulded component. The component was an acrylic sight glass designed to operate on safety critical valves and provide a safe viewing port for operators. Several operations were involved in the manufacturing process as the moulded products were coated with a scratch resistant coating. Also the client had a number potential suppliers for the base materials.
Materials Technology conducted an intial analysis of the components in order to confirm that the correct type and grade of material had been used in the manufacturing process as the components were manufactured off site.
 Inspection of faulty items revealed that the typical failures were due to britlle cracking. More importantly, the inspection revealed wide spread environmental stress cracking (ESC) on selected items.
Inspection of faulty items revealed that the typical failures were due to britlle cracking. More importantly, the inspection revealed wide spread environmental stress cracking (ESC) on selected items.
The picture on the righ shows the typical failure observed in the field.
Environmental Stress Cracking (ESC) requires three components:
1. An applied stress
2. A stress sensitive material
3. A stress raiser (environmental factor)
In this case the product was exposed to many potential environmental factors such as cleaning products, plant vapours and general dirt and grime. In addition to this the product was also in contact with a number of other materials which could act as stress raisers.
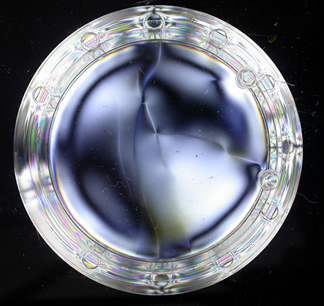
Further testing of the material demonstrated that there was an inherent stress being moulded into the product. This stress was sufficient to cause ESC without an other applied stress in service. The picture below shows the stress pattern in the material and also shows how it is concentrated at the rim of the product. It was in this area that the stress cracking was found to initiate.

Photo showing moulded in stress. Density of stress pattern highest at edges of moulding.
A program of accelerated testing was then conducted in order to simulate the failure mode observed in the field. After optimising the test conditions failures were observed after 3 days under laboratory conditions. A typical example of these accelerated failures are shown in the picture below.
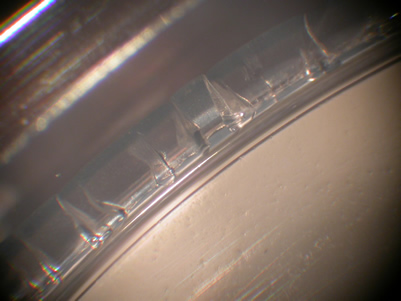
The above photo shows the typical onset of ESC as the perimeter of the component after 3 days of accelerated testing.
Work was then conducted to establish some optimum annealing conditions in order to post treat the moulded components thereby removing the stress and preventing the onset of ESC. The photo below demonstrates the effectiveness of the annealing process and the subsequent stress patterns. In this example the stress has been almost totally removed.
Stress pattern in moulding following a annealing process.
However, it also revealed the some redesign of the injection point was required in order to minimise the effect of weld lines. These are visible as white and dark lines cross the face of the glass.
This work identified the root cause of the problem and prevented a possible serious in service failure and allowed the company to introduce an annealing process for those items already manufactured.