
Whether your needs are small or large we have the expertise to assist you with your welding engineering.
Our Engineers are highly qualified in all aspects of welding engineering.
Members of Institute of Welding
Skilled in:
Welding Specifications
On site Inspection
Fault Analysis
Material Selection
Welding Engineering
Welding can be an efficient way of joining metallic components, however serious consideration must be given to the method and the associated problems that can arise.
Materials Technology can assist in many ways including writing welding specifications and methodologies, examining existing work or analysis of faults. The following case history should help gain some perspective into our work.
Welding Case History
 The production of chemical and oil products places increasingly severe demands on construction materials. To enable plant to be operated safely, new materials are constantly being introduced to cope with the extremities of corrosion, wear and oxidation.
The production of chemical and oil products places increasingly severe demands on construction materials. To enable plant to be operated safely, new materials are constantly being introduced to cope with the extremities of corrosion, wear and oxidation.
Austenitic stainless steels are extensively used but in some cases, temperatures and operating conditions have risen to the extent that the standard 300 series stainless steels are no longer suitable and higher alloyed materials are necessary.
In recent years alloys have been introduced which have exceptionally good performance in resistance to creep and oxidation. These alloys may, however, suffer from a serious embrittlement problem, particularly at welded regions.
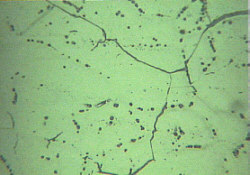 In essence, the problem revolves around the precipitation of intermetallic compounds. Primarily these are carbides and carbonitrides, which have a relatively moderate and predictable effect on ductility in long-term high temperature operation.
In essence, the problem revolves around the precipitation of intermetallic compounds. Primarily these are carbides and carbonitrides, which have a relatively moderate and predictable effect on ductility in long-term high temperature operation.
A more serious intermetallic phase is gamma prime, which is a compound of nickel, aluminium and titanium. This phase precipitates primarily at welded regions and is so small that it requires very careful use of scanning electron microscopy (SEM) to detect it. The precipitates are capable of locking dislocations in the atomic lattice of the alloy and promoting hard regions adjacent to welds. This embrittles the alloy which then carries the loads applied by equipment, process stresses and also the residual stresses which inevitably exist in welds. The result of this embrittlement is that cracks can be produced in the heat-affected zone (HAZ) adjacent to welds, sometimes in a matter of weeks after start-up of plant.
A large number of failures have occurred in pipe work and vessels and at least one serious fire has resulted. Weld repairs have usually been unsuccessful and repaired equipment has suffered repeated cracking. Extensive research is being undertaken in several parts of the world aiming to gain a complete understanding of the metallurgical causes of the degradation mechanism and also into methods of undertaking repairs.
Recently, an international petrochemical company received information that its high temperature processing plant could be sensitive to this type of embrittlement. The piping was composed of a mixture of alloys including 304H stainless steel and higher alloyed materials. Because this represented a potentially serious situation, the company established a task force and called on the services of Materials Technology to carry out an investigation into the metallurgical and welding aspects. A number of samples were obtained from the plant from which a programme of metallographic examination was undertaken. This, together with an extensive literature survey was used to derive an understanding of the mechanism of embrittlement. As a result of this, theoretical studies were carried out to derive a welding procedure in readiness for a planned shutdown.
Prior to shutdown radiographic examination was carried out but it was found impossible to detect any cracking. Because the metallographic study had demonstrated that, in the early stages of their development, cracks would be too small to be detected, this result was considered inconclusive. For this reason work was continued in readiness for a programme of visual inspection during the shutdown.
This embrittlement phenomenon requires three variables; time, temperature and stress. If all are low then the lifetime of components will be at a maximum but if one or more reach unfavourable levels, embrittlement will advance and cracking may be experienced.
During the shutdown of the petrochemical plant, several design errors were found which had contributed to localised high stress levels. The result was that a large number of cracks were found and it was feared that the plant might not be in a fit condition for continued operation.
Weld repairs on cracked materials are usually found to be impossible and cracks propagate ahead of welds, driven by thermally induced stresses. Shutdowns are limited in duration so there was no time available for a test programme and so it was necessary to rapidly develop a repair procedure, based on the data accumulated from the plant samples and the metallurgical study. However a local fabrication company was considered to be capable of undertaking the demanding programme of work. This company brought to the project a remarkable organisational ability and also had available qualified welders who were capable of working round the clock.
In a matter of hours a team was formed and a supply of consumables sourced, which would have taken most companies several days to assemble. The result was that only six hours after the decision was taken to carry out the repair, work commenced, starting with the in-situ removal of a 20-inch flange where cracks in excess of 200 mm long had been found. While this was progressing, other parts of the plant were being made ready by removal of external support rings suspected of concealing other cracks, which had been produced beneath them. Non-destructive testing was being progressed and when highlighted cracks were ground out by a low heat input technique.
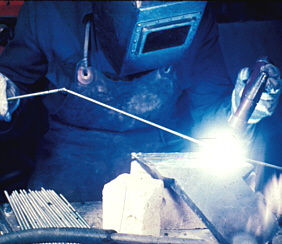 The embrittlement of the high alloy material and 304H materials meant that the welding procedure devised by Materials Technology Ltd had to impart minimum stress and heat input into the alloy to avoid crack propagation. The technique involved the use of T.I.G. and manual metal arc welding, the low heat input process imposed extreme pressure on the skill of the welders because lack of penetration and poor sidewall fusion would have been unacceptable.
The embrittlement of the high alloy material and 304H materials meant that the welding procedure devised by Materials Technology Ltd had to impart minimum stress and heat input into the alloy to avoid crack propagation. The technique involved the use of T.I.G. and manual metal arc welding, the low heat input process imposed extreme pressure on the skill of the welders because lack of penetration and poor sidewall fusion would have been unacceptable.
The welding cycle on this one flange took in excess of twenty-four hours non-stop. After completion of non-destructive testing a newly devised post-weld heat treatment was carried out.
The repair procedure dealt with in excess of fifty cracks, many of which had been through wall. The team dealt with this with remarkable efficiency, without delay to the start-up of the plant and the repaired equipment was returned to service without problem.
We have a full range of on site metallographic preparation, sectioning and polishing techniques that allows us to microscopically examine weld faults and identify root causes.